針對于周轉模殼出現破損曲折的問題,因此,我們應在周轉模殼進入施工現場之后進行相關的檢查和清理,如果發現不合格的
模殼應該實行退場處理,對于一些破損較為嚴重的周轉模殼,應聯系
塑料模殼生產廠家進行更換,通過多種措施以保證周轉模殼的質量,確保施工的正常進行。
玻纖鎂水泥建筑模殼是一個外形較復雜的薄殼結構,在模殼出產進程中若各項工藝參數操控不嚴厲,產品很簡單發生法蘭曲折、大面發生鼓洼、形狀歪曲、法蘭外邊際貫穿性裂紋等弊端。此弊端發生的根本原因是鎂水泥周轉模殼在硬化進程中和使用進程中體積穩定性較差形成的。
鎂水泥
建筑模殼硬化進程是一個典型的體積脹大進程,脹大的原因是因為硬化產品5·1·8相的生成,5·1·8相的生成進程伴隨著體積脹大。在實驗中,實驗初期是一個典型的體積脹大進程,5d抵達脹大峰值,脹大率高達1.88‰,這個脹大進程既有5·1·8相生成進程的化學脹大,也有化學反響進程放熱的熱脹大,兩種脹大疊加在一起,促進了體積脹大的迅速發展。當硬化反響的劇烈期過后熱脹大逐步消除,試件呈現細微縮短,至免除保潮后,試件中的自在水分蒸騰,呈現干縮,至32天干縮值降至0.81‰,有次能夠看出鎂水泥制品即便通過較長時刻的維護,進入試用期后其體積依然比出產初期的體積大,所以正常出產的鎂水泥制品是不會有干縮裂紋的。有些鎂水泥制品出產廠的產品呈現干縮裂紋,大都都是因缺少專業知識,粗制濫造引起的后果。

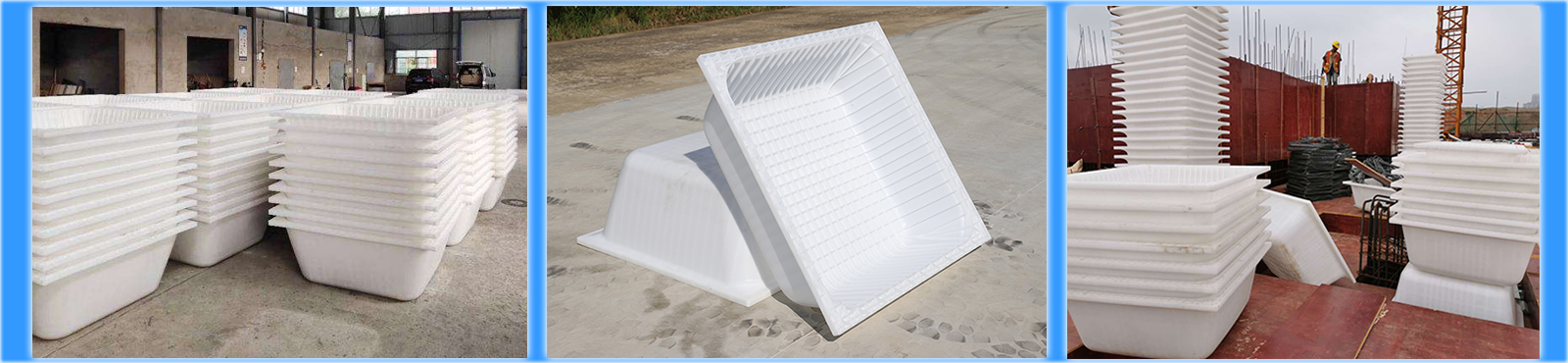
周轉模殼采用鋼管架或碗扣架支撐系統,支撐立桿橫距同密肋板間距,支撐立桿縱距為600~900mm;支撐立桿頂部設U形可調支撐頭,底部設可調底座。支撐頭上擱縱向龍骨,采用75mm×150mm薄壁鋼管或75mm×100mm木方,順縱向龍骨兩側設∟50×5角鋼,其上擱置
周轉模殼。拆除時先拆除角鋼,模殼下降脫模,但肋底仍支撐在橫向木方上,進行養護,直至密肋板混凝土達到整體拆除所要的設計強度。
在建筑行業中現在重要也是關鍵的一點就是在抗震上,一個建筑如果大不到抗震效果的話能夠在口碑以及整個行業發展中都會出現問題,而這些問題解決方法就是大家直接去使用模殼,相信對于這一產品的整個使用效果中大家會看到更多實際性效果。