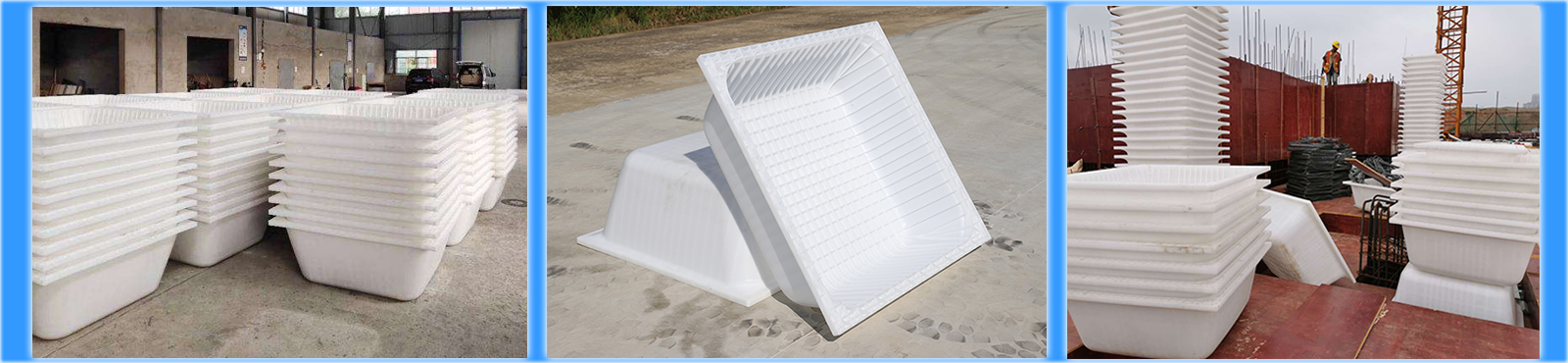
周轉模殼的制作過程:
模殼的制作 材料為氧化鎂、氯比鎂、滑石粉、不飽和聚酯樹脂和相應的引發劑與促進劑、 玻璃纖維或其織物;其中,各組分的重量百分比為: 氧化鎂(純度不低于30%的)35~50% 氯化鎂水溶液(波鎂度25~30%)35~50% 滑石粉10~15% 不飽和聚酯樹脂5~8% 引發劑適量 促進劑適量 玻璃纖維或其織物10~30%
①在用層壓法時,在涂有脫模劑的模具上均勻地涂復一層由步驟 (3)制得的粘接糊,然后鋪設一層玻璃纖維布并壓實,再涂復一層粘接糊; 如此反復操作多次直至達預定厚度為止,然后加壓(0.5MPa即可)、 加溫至80-100℃并保溫30分鐘),成型后脫模。 ②在用模壓法對,在陰、陽模內壁上涂復脫模劑后按預定厚度對 合、壓緊,將步驟3所制的粘接糊與切斷的玻璃纖維捏合均勻制成含有加筋 的粘接糊,用高壓注漿機將該粘接糊注入模具、加溫約30分鐘后即可成形脫模。

周轉模殼密肋結構與普通樓板相比較,造價低:使用
周轉建筑模殼,混凝土用量可降低10-20%,鋼筋用量減少30-40%,綜合造價降低20-30%。設計靈活:肋梁的長、寬、高任意變化,設計人員可根據樓板承受能力的大、周轉模殼的小準確算出梁肋的高度,不需按周轉塑料模殼的固定尺寸設計。隔音、隔熱:周轉模殼有很好的保溫、隔音效果,耐火性能好。
模殼制作好,養護的溫度、濕度和時間,決定了模殼出廠后的質量。制作好的模殼必須在50度—70度的溫度和40以上的濕度環境內連續初始養護3小時以上,然后在溫度30度以上的環境內,保持自身水化熱和排濕的情況下養護3——5天,然后進行干空養護,
建筑模殼自身達到80%以上的穩定后,在自然環境中繼續養護3天以上,模殼就具備了良好的質量。
建筑的有效空間大大增加,層高也相應地降低。8層左右需要吊頂的多層建筑,若采用
雙向密肋樓板結構,約可省去一層的建筑高度,相當于有梁板結構7層樓的總高度。它打破了常規現澆平板和無梁板因跨度大,需增加板厚,增加混凝土自重和用鋼量,樓板剛度和抗震性能較低、造價高等不經濟的傳統作業法。