關于周轉模殼的澆筑工藝,模殼廠家總結了主要有以下四部分。
(1)將氯化鎂和水以3:2的比例置入容器并攪拌,使氯化鎂完全溶解,制成波鎂度為26-30的溶液,備用。
(2)將作為骨料的氧化鎂與稀土粉充分混合,備用。
(3)將環氧樹脂置入容器,加入相應的偶聯劑,攪拌均勻后倒人氯化鎂溶液使充分混合,再倒人骨料氧化鎂和稀土粉,充分攪拌均勻使成糊狀的粘接糊。
(4)按欲制
建筑塑料模殼的形狀和尺寸選定或制作模具,在建筑模殼表面涂上脫模劑。

在涂有脫模劑的模具上均勻地涂復一層由步驟(3)制得的粘接糊,然后鋪設一層碳纖維布并壓實,再涂復一層粘接糊;如此反復操作多次直至達預定厚度為止,然后加壓(0.5MPa即可)、加溫至80-100℃并保溫30分鐘),模殼成型后脫模。
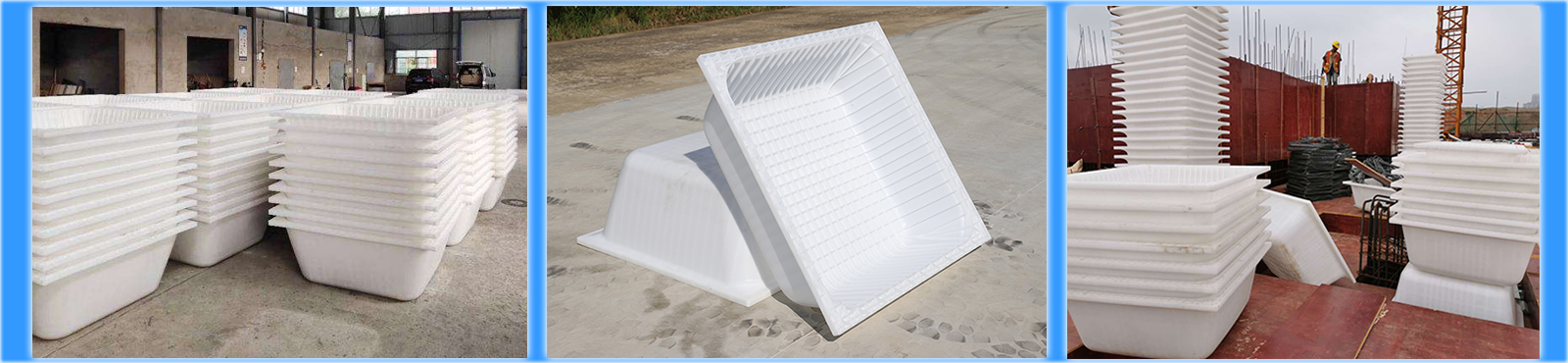
周轉模殼是一種
新型建筑模殼,是傳統模殼的更新換代產品。密肋樓蓋的材料它用于鋼筋混凝土現澆密肋樓板的一種工具式模板。它省去大梁,減少立柱,使得建筑的有效空間大大增加,層高也相應降低。與現澆樓板與普通樓板相比,建筑模殼可降低混凝土與鋼材用量,大幅降低工程造價,建筑模殼因其優越的性價比,被廣泛應用于大跨度和大荷載、大空間的多層和高層建筑,如商場、辦公樓、圖書館、展覽館、車站等大中型公共建筑,也適用于多層工業廠房、倉庫、地下車庫及人防工程等。
模殼生產廠家在安裝前刷涂水溶脫膜劑,塑料模殼構造安裝間隙可釘塑膠條或硫化橡膠條,防止跑漿。混凝土澆筑砼時不適合集中化開料,以防
建筑模殼因受到大撞擊力而損壞,模殼工程施工載荷不可過大。
砼終凝后應立即開展保養,避免 因水份揮發而造成縫隙。拆板一般分二次拆板。待砼抗壓強度做到10Mpa即可拆卸模殼。砼抗壓強度做到設計方案抗壓強度的70%時,即可拆卸支撐,但大跨承重梁務必做到設計方案抗壓強度的。